

Ekstruzja to proces przetwarzania surowców o określonej wilgotności przy udziale wysokiej temperatury, ciśnienia oraz sił ścinających [1]. Po uprzednim przygotowaniu ekstrudowanego materiału (mieszanie składników, jeśli to konieczne – nawilżenie bądź podsuszenie itd.) następuje dozowanie i ekstruzja właściwa, której parametry są dobierane w zależności od właściwości gotowego produktu. Na końcu materiał zostaje wytłoczony przez odpowiednią dyszę formującą [23, 34]. Produkty, które można uzyskać za pomocą obróbki HTST (ang. high temperature, short time), to makarony, płatki śniadaniowe, grzanki, chrupki chleb, przekąski słodkie i słone, bułka tarta, gumy do żucia, żelki, kaszki i kleiki błyskawiczne, zupki instant, odżywki dla niemowląt, skrobie modyfikowane, koncentraty białkowe czy suche karmy dla zwierząt [1, 34].
Surowce, które mogą być poddane procesowi ekstruzji, zawierają biopolimery, a zatem są to prawie wszystkie surowce pochodzenia zwierzęcego oraz roślinnego [35]. Otrzymane produkty mają zupełnie inne właściwości niż surowce, co jest spowodowane ekstremalnymi warunkami występującymi podczas procesu. Przemiany, które w nich zachodzą, to: denaturacja białka, skleikowanie skrobi, formowanie kompleksów tłuszczowo- -białkowych, zwiększenie lepkości, odwodnienie oraz ujednolicenie materiału, wzrost rozpuszczalności czy też wodochłonności, zmiany kształtu oraz objętości. Oprócz tego dochodzi również do inaktywacji wielu enzymów spożywczych, niszczenia naturalnie występujących toksycznych substancji i zmniejszania liczby drobnoustrojów w produkcie końcowym [11, 12, 21, 25, 34].
Pierwsze najprostsze ekstrudery tłokowe wykorzystywano w przemyśle mięsnym do produkcji kiełbas i wędlin. Na początku XX wieku ekstruderów użyto do produkcji makaronu, co było kolejnym ich zastosowaniem na skalę przemysłową [11]. Na przełomie XIX i XX wieku rynek amerykański został zdominowany przez płatki śniadaniowe, które cieszą się popularnością do dziś. Ocenia się, iż około 15% tego asortymentu jest produkowane metodą ekstruzji, a aż 61% jest formowane za pomocą ekstruderów [11, 13].
Lata 30. XX wieku okazały się przełomowe dla produkcji ekstrudowanych przekąsek, które po raz pierwszy pojawiły się na rynku amerykańskim. Przemysł przekąskowy oparty na metodzie handcooked przekształcono w wart miliardy dolarów przemysł zautomatyzowany. Dostrzeżono ogromny potencjał procesu ekstruzji, co skutkowało w latach 50. XX wieku wprowadzeniem na rynek pierwszych suchych pokarmów dla zwierząt produkowanych właśnie tą metodą [11].
| STRESZCZENIE: |
| W artykule przedstawiono zagadnienia dotyczące procesu ekstruzji i jego roli w kształtowaniu produktów spożywczych, a w szczególności ich składu chemicznego. Ekstruzja to proces przetwarzania surowców o określonej wilgotności, przy jednoczesnym oddziaływaniu wysokiej temperatury, ciśnienia oraz sił ścinających (technologia HTST). Producenci coraz częściej stosują ekstruzję, chcąc zredukować koszty produkcji bądź też wprowadzić nową, atrakcyjną dla konsumenta żywność. Bardzo łatwe sterowanie warunkami procesu technologicznego umożliwia otrzymywanie produktów z różnych surowców, wzbogaconych w pełnowartościowe składniki żywieniowe, z dodatkiem naturalnych barwników, o różnym kształcie i teksturze, a przy tym przystępnych cenowo. W przemyśle spożywczym technologia HTST jest najczęściej wykorzystywana do produkcji wszelkiego rodzaju płatków śniadaniowych, słonych i słodkich przekąsek oraz skrobi modyfikowanych. Intensywny tryb życia przeciętnego konsumenta nie pozwala na regularne spożywanie pełnowartościowych posiłków, a produkty ekstrudowane mogą stanowić funkcjonalną przekąskę o zwiększonej strawności. |
| SUMMARY: |
| The article presents issues regarding the extrusion process and its role in creating food products, particularly their chemical composition. Extrusion is a widely used technological process for food production. Thanks to its many advantages, it is more and more willingly and often used by producers, especially when they want to reduce costs or implement new, attractive food for the consumer. Very easy manipulation of the process conditions allows to obtain products from various raw materials, enriched with nutritious ingredients, with the addition of natural dyes, of various shapes and textures, and at the same time affordably priced. In the food industry, HTST technology is most widely used to produce all kinds of breakfast cereals, salty and sweet snacks and modified starches. TITLE: The Importance of Extrusion in Food Processing |
KORZYŚCI WYNIKAJĄCE ze stosowania ekstruzji
Szerokie zastosowanie ekstruzji w przemyśle spożywczym (tabela 1) wynika stąd, iż ma ona wiele zalet. Łatwość zmiany parametrów procesu oraz uniwersalność ekstruderów umożliwiają przetwarzanie szerokiej gamy surowców, głównie pochodzenia roślinnego o różnym stopniu rozdrobnienia oraz różnej wilgotności [12, 23, 27]. Ekstruzja pozwala na łączenie ze sobą kilku surowców lub wzbogacanie poszczególnych produktów w składniki odżywcze czy funkcjonalne. Dowiedziono, że warunki panujące podczas procesu ekstruzji nie przyczyniają się do obniżenia wartości żywieniowej ani zdrowotnej produktu końcowego, w porównaniu z zastosowanymi surowcami. Zostaje zachowany profil składników odżywczych, zwiększa się strawność skrobi, nie ulegają destrukcji składniki bioaktywne, które są coraz częściej dodawane do żywności jako substancje prozdrowotne, szczególnie do odżywek dla dzieci, [18, 19, 20, 21]. Możliwości zachowania ciągłości procesu oraz technologia HTST zapewniają otrzymanie produktu charakteryzującego się obniżoną zawartością związków antyżywieniowych, znikomą wilgotnością, czystością mikrobiologiczną i chemiczną, dzięki czemu jest on trwały i nadaje się do długotrwałego przechowywania [13, 18, 19, 20]. Ekstruzja jest procesem bardzo ekonomicznym, co jest niezmiernie ważne dla producenta. Wysokie ciśnienie, możliwość przetwarzania produktów o małej wilgotności i wysoka przepustowość zapewniają oszczędność energii związanej z ogrzewaniem parowym, a następnie suszeniem produktu gotowego. Produkcja może być całkowicie zautomatyzowana i ciągła, co oznacza, iż wszystkie jej etapy (mieszanie, gotowanie, teksturowanie) przebiegają w trakcie jednej operacji, przy udziale jednej maszyny – ekstrudera (zmniejsza się zapotrzebowanie na powierzchnię użytkową). Bardzo ważną cechą procesu ekstruzji jest brak ścieków i produktów ubocznych, co przekłada się na mniejszą uciążliwość dla środowiska związaną z zanieczyszczeniami poprodukcyjnymi oraz eliminuje koszty wywozu odpadów i ich ewentualnej utylizacji [13, 27]. W konsekwencji ekstruzja umożliwia otrzymanie stosunkowo taniego produktu spożywczego o wysokiej jakości.
WPŁYW PROCESU EKSTRUZJI na składniki pokarmowe
Proces ekstruzji umożliwia bardzo łatwe wkomponowanie i wzbogacenie produktów w składniki bioaktywne, składniki niż IDF, ale nie dzieje się tak w trakcie ekstruzji mąki kukurydzianej, pomimo zastosowania takich samych warunków procesu dla tych trzech surowców. Zauważono jednak, że w przypadku ekstrudatów z mąki jęczmiennej następuje wzrost udziału zarówno SDF, jak też IDF, czyli zwiększenie zawartości błonnika całkowitego, co może być spowodowane tworzeniem się skrobi opornej oraz nietrawionych glukanów [5, 28, 29].
BIAŁKA
Białka – jako bardzo ważny składnik budulcowy – powinny odgrywać jedną z głównych ról w codziennej diecie. Oprócz tego, że są podstawowym budulcem tkanki mięśniowej, utrzymują również aktywność metaboliczną komórek, gruczołów i organów, pełnią funkcje odpornościowe, transportowe, biorą udział w utrzymaniu odpowiedniego bilansu wodnego. Białka są wysoce złożoną grupą związków organicznych, które składają się z aminokwasów zbudowanych z atomów węgla, azotu, tlenu i wodoru, ale także w niektórych przypadkach z siarki, miedzi, żelaza, jodu, magnezu, wapnia czy fosforu. Dziewięć na 22 występujące aminokwasy stanowią aminokwasy egzogenne (izoleucyna, leucyna, lizyna, metionina, fenyloalanina, treonina, tryptofan, walina i histydyna), czyli takie, których organizm nie jest w stanie wytworzyć, a muszą zostać dostarczone wraz z pożywieniem. Wartość odżywcza białek związana jest z ich ilością, strawnością oraz dostępnością niezbędnych aminokwasów, dlatego tak ważne jest, aby włączać do diety kilka źródeł białka. W przeliczeniu na suchą masę najwięcej protein można znaleźć w rybach, jajach oraz w mięsie. Zaraz po tych produktach wymienia się mleko krowie, rośliny strączkowe oraz zboża [3, 17, 31]. Ekstruzja może być jednym z procesów, który wywiera wpływ na poprawę strawności białek. Ogrzewanie powoduje denaturację peptydów, co przyczynia się do ich większej podatności na działanie enzymu zwanego pepsyną. Może prowadzić do niszczenia inhibitorów proteaz, garbników czy fitynianów, które również ograniczają przyswajalność białka w organizmie [5, 7, 30].
Podczas procesu HTST dochodzi do sieciowania białek między sobą bądź białek z innymi makrocząsteczkami. Powstają nowe mostki disiarczkowe, wiązania kowalencyjne, zmiany w wiązaniach wodorowych, a kationowe i hydrofobowe oddziaływania elektrostatyczne mogą przyczyniać się do stabilizacji trójwymiarowej sieci białkowej powstałej w ekstrudatach [3, 7]. Najczęściej ekstruzji są poddawane zboża w różnej postaci (np. mąki, grysy). Zawarte w nich białko stanowi około 8-14% suchej masy. Niestety, jego skład aminokwasowy nie jest do końca sprzyjający, ze względu na występujące w nim aminokwasy ograniczające – lizynę czy też metioninę w ziarnach soi. Zbyt niska zawartość aminokwasów ograniczających obniża przyswajalność pozostałych aminokwasów, co może prowadzić do ujemnego bilansu azotowego w organizmie. Podczas procesu ekstruzji dochodzi do niekorzystnych strat lizyny, są one jednak mniejsze niż podczas innych procesów cieplnych. Za pomocą ekstruderów, szczególnie dwuślimakowych, można otrzymać produkt zawierający białka o najwyższej jakości (w porównaniu ze składnikami wyjściowymi) w wyniku dokładnego zmieszania dwóch białek różnego pochodzenia (np. dodanie wyizolowanego białka zwierzęcego do ekstrudatów zbożowych) [7, 30].
Dzięki względnej łatwości sterowania warunkami ekstruzji oraz różnej konstrukcji samych maszyn można z łatwością dobrać takie parametry procesu, aby otrzymać produkt o pożądanej wartości odżywczej, nie tracąc przy tym jego walorów smakowych, tekstury czy kształtu. Dowiedziono, iż wzrost temperatury powoduje zwiększenie strawności białek sorga, kukurydzy czy mieszanek pszenicy z dodatkiem białka rybiego [7]. Zaobserwowano również zmniejszenie rozpuszczalności białek ekstrudowanych w mieszankach kukurydziano-sojowych czy fasolowo-sojowych, w warunkach wyższej temperatury i dłuższego trwania procesu, które sprzyjają denaturacji białek [8]. Udowodniono, że w temperaturze poniżej 140°C dochodzi do powstania największej ilości nowych mostków disiarczkowych oraz zmian w wiązaniach wodorowych. Procesy te zachodzą również w wyższych temperaturach, ale w mniejszym stopniu [1, 3, 7].
Podsumowując, wszystkie zmienne procesu ekstruzji rzutują na strawność białka, lecz nie stwierdzono żadnego szkodliwego czy wysoce destrukcyjnego wpływu technologii HTST na białka i skład aminokwasowy. Dlatego można stosować szeroki zakres warunków – wilgotności, ciśnienia, temperatury, czasu – przy produkcji opłacalnych, bogatych w białko i dobrze zbilansowanych produktów spożywczych oraz pasz [2, 5].
REAKCJE MAILLARDA
Podczas obróbki termicznej żywności, szczególnie wysokotemperaturowej, dochodzi do reakcji chemicznej pomiędzy cukrami redukującymi, tj. glukozą, fruktozą, laktozą czy maltozą, a wolnymi grupami aminowymi w białkach. Jest to tzw. ciemnienie nieenzymatyczne, czyli powszechnie znana reakcja Maillarda, w wyniku której powstają związki nadające żywności smak, zapach oraz barwę [5, 7, 14, 31, 35].
Amerykański chemik Jon E. Hodge zaproponował 3-etapowy hipotetyczny schemat następujących po sobie reakcji podczas ciemnienia nieenzymatycznego. W pierwszej fazie dochodzi do powstania bezbarwnych związków z grupy N-podstawnych glukozyloamin, które następnie poprzez przegrupowanie Amadori tworzą takie produkty, jak furozyna, fruktozolizyna czy laktozolizyna. Na etapie zaawansowanym reakcji obok związków bezbarwnych powstają również związki o barwie żółtej. Powstałe produkty przegrupowań Amadori ulegają procesom degradacji do związków α-dikarbonylowych, które charakteryzują się bardzo wysoką reaktywnością. W tej fazie powstają również toksyczne i niepożądane związki takie jak furfural czy hydroksymetylofurfural. W końcowym etapie powstają wielkocząsteczkowe związki barwne – melanoidyny [14, 22, 24].
Warunki procesu ekstruzji sprzyjają zachodzeniu reakcji Maillarda – połączenie wysokiej temperatury, ciśnienia oraz względnie niskiej wilgotności materiału. Z przeprowadzonych dotychczas badań wynika, że lizyna jest jednym z aminokwasów najbardziej reagujących z cukrami, ponieważ zawiera dwie dostępne grupy aminowe. To zjawisko bardzo niekorzystne, ponieważ – jak zostało już wcześniej wspomniane – lizyna jest aminokwasem ograniczającym w ziarnach zbóż i jej strata jeszcze bardziej obniża wartość odżywczą białka [3, 10]. Z doniesień naukowych wynika, iż straty lizyny można ograniczyć poprzez: zwiększenie prędkości ślimaka (elementu roboczego ekstrudera), skrócenie czasu przebywania mieszanki w komorze ekstrudera, zwiększenie do maksimum wilgotności ekstrudowanego materiału czy podniesienie pH, które może chociaż w pewnym stopniu ograniczyć hydrolizę skrobi i zapobiec powstawaniu większej ilości cukrów redukujących wchodzących w reakcję z lizyną [5, 7, 30].
Związkiem powstającym podczas reakcji Maillarda jest akrylamid, zaklasyfikowany do grupy 2A związków kancerogennych. Powszechnie występuje w chipsach, frytkach, ciasteczkach, chlebie czy płatkach śniadaniowych. Ilość akrylamidu w ekstrudatach jest uzależniona od rodzaju użytego surowca, ponieważ zboża różnią się zawartością wolnej asparaginy, która inicjuje powstawanie akrylamidu. Znaczącą rolę odgrywają również temperatura procesu oraz wilgotność ekstrudowanego materiału. Udowodniono, iż dodatek monosacharydów, disacharydów i oligosacharydów, odtłuszczonego mleka w proszku oraz mąki jęczmiennej sprzyja powstawaniu większej ilości akrylamidu, natomiast obecność glicyny, cysteiny oraz lizyny odpowiada za znaczną redukcję jego koncentracji w produkcie gotowym [30, 31].
Reakcje Maillarda wzbudzają wiele kontrowersji, ponieważ powodują powstawanie związków antyżywieniowych oraz straty lizyny, jednakże nadają produktom pożądane walory smakowe, a niektóre związki melanoidowe wykazują działanie antyoksydacyjne, antymutagenne, obniżają poziom cholesterolu oraz pozytywnie wpływają na florę bakteryjną jelit [22, 30].
TŁUSZCZE
Tłuszcze są to związki niepolarne zbudowane z węgla, wodoru i tlenu, a czasem również z innych pierwiastków. Można je podzielić na tłuszcze proste, złożone, sterole i woski. Ze względu na pochodzenie wyróżnia się tłuszcze roślinne oraz zwierzęce. Lipidy są źródłem bardzo ważnych dla zdrowia niezbędnych nienasyconych kwasów tłuszczowych (NNKT), stanowią rozpuszczalnik dla witamin A, D, E i K, chronią organizm przed utratą ciepła, a narządy wewnętrzne przed urazami mechanicznymi i zapewniają utrzymanie ich w odpowiedniej pozycji. Ponadto wykazują dużą wartość sycącą, ponieważ hamują wydzielanie soku żołądkowego. Dlatego ważne jest, aby tłuszcze były obecne w codziennej diecie, jednak trzeba pamiętać, że nadmierne ich spożycie, szczególnie tłuszczów nasyconych, może doprowadzić do otyłości czy chorób serca [22, 30]. Proces ekstruzji umożliwia wzbogacenie mieszanek w korzystne dla zdrowia kwasy tłuszczowe – podjęto próby wkomponowania w ekspandowane przekąski oleju rybnego, bogatego w wielonienasycone kwasy tłuszczowe (PUFA) z rodziny n-3. Produkty te mogłyby stanowić alternatywę dla tabletek czy kapsułek, które cieszą się coraz większą popularnością wśród konsumentów, również na obszarach wiejskich, z powodu przystępnej ceny [32].
Niestety, tłuszcze – a szczególnie NNKT – są bardzo podatne na procesy utleniania, w wyniku których powstają wtórne produkty rozkładu: aldehydy i ketony, nadające produktom nieprzyjemny smak i zapach. Jednakże na ograniczenie utleniania lipidów mogą mieć wpływ inne reakcje zachodzące podczas ekstrudowania mieszanek, możliwość zmiany warunków przebiegu ekstruzji oraz łatwość wkomponowania dodatkowych składników [32].
W literaturze dosyć często opisywaną reakcją jest tworzenie się kompleksów lipidów z amylozą. Stworzenie związku inkluzyjnego, w którym węglowodorowa część tłuszczu znajduje się w helikalnej części amylozy, skutkuje brakiem możliwości utlenienia się lipidu, z jednoczesnym zachowaniem jego właściwości zdrowotnych i strawności w organizmie. Zatem, aby zintensyfikować tworzenie się tych kompleksów, należy wzbogacać ekstrudowane mieszkanki skrobią oraz dobrać optymalną wilgotność tak, aby w minimalnym stopniu nastąpiło skleikowanie skrobi. Powoduje ono bowiem zanik helisy w amylozie, co skutkuje brakiem możliwości wkomponowania się lipidów w spirale. Ważna jest również temperatura procesu, natomiast nie odnotowano wpływu szybkości obrotowej ślimaka. Tworzenie kompleksów lipid-amyloza rzutuje na teksturę, strukturę i poziom ekspansji ekstrudatu [5, 8, 15, 30, 32, 36].
Wysoka temperatura powoduje inaktywację endogennych lipaz, które przyczyniają się do inicjowania hydrolizy oraz utleniania lipidów. HTST sprzyja również powstawaniu związków melanoidowych, które mogą działać jako antyoksydanty, co bywa bardzo pożądane z uwagi na trudności we wzbogacaniu produktów ekstrudowanych w związki antyoksydacyjne, które w większości nie są stabilne podczas obróbki cieplnej [1, 30, 32].
Lipidy są zamknięte w komórkach roślinnych, a wysoka temperatura i ciśnienie powodują uwalnianie oleju do mieszanki znajdującej się w komorze ekstrudera. Ziarna zbóż zawierają zróżnicowaną zawartość tłuszczu – w pszenicy, kukurydzy czy ryżu jest go ok. 2%, w owsie ok. 10%. Stwierdzono, iż ekstruzja materiałów o dużej zawartości lipidów nie jest wskazana, szczególnie jeśli chodzi o produkty ekspandowane, ponieważ lipidy zmniejszają moment obrotowy oraz poślizg materiału w kolumnie ekstrudera, co skutkuje powstawaniem niewystarczającego ciśnienia, aby osiągnąć produkt o odpowiedniej ekspansji. Stwierdzono, że zawartość tłuszczów na poziomie mniejszym niż 5% w mieszance jest optymalna dla procesu oraz ułatwia wytłaczanie i poprawia teksturę produktu gotowego [7, 30].
Vadukapuram i wsp. (2014) badali właściwości fizykochemiczne ekstrudowanych przekąsek na bazie mąki fasolowo- -kukurydzianej z dodatkiem zmielonego siemienia lnianego (0, 5, 10, 15, 20% w stosunku do masy mąki) (rysunek 1). Zanotowano znaczne zwiększenie zawartości PUFA n-3 oraz aktywności wody w ekstrudatach. Zastosowanie 5 oraz 10% dodatku zmielonego siemienia lnianego nie spowodowało zauważalnych zmian sensorycznych ani znaczących zmian
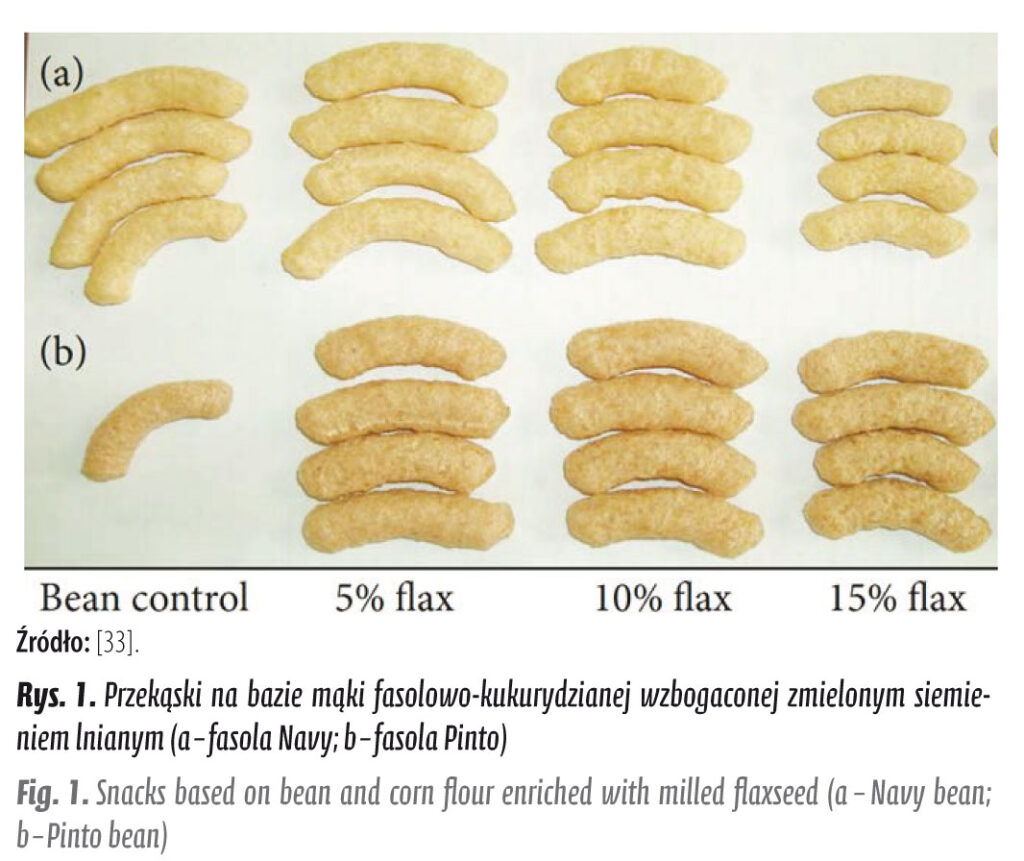
zmniejszenia ilości tłuszczu wolnego w wyniku tworzenia się jego kompleksów z amylozą [5, 15].
WITAMINY
Witaminy są to swoiste związki organiczne, niezbędne do prawidłowego funkcjonowania organizmu, ponieważ odgrywają m.in. rolę koenzymów. Przyjęto podział na witaminy rozpuszczalne w tłuszczach (A, D, E, K) oraz rozpuszczalne w wodzie (C, witaminy z grupy B). Ze względu na ich różnorodność stabilność witamin podczas obróbki cieplnej jest również bardzo zróżnicowana [7, 10].
Witamina A, inaczej retinol, występuje głównie w produktach zwierzęcych, natomiast w roślinach występują karotenoidy – jej prowitaminy, które są również barwnikami. Najwięcej ich znajduje się w marchwi, grochu, pietruszce, szpinaku czy dyni. Udowodniono, iż witamina A i jej prowitaminy są odporne na działanie temperatury, a ulegają rozpadowi pod wpływem tlenu czy światła. Przeprowadzono wiele badań nad zachowaniem się witaminy A podczas procesu ekstruzji. Porównano jej straty w mieszance kukurydzy, soi i orzeszków ziemnych poddanej działaniu HTST oraz gotowaniu w wodzie przez 2 minuty. W produkcie ekstrudowanym odnotowano jej dwukrotnie większą stratę niż w podgotowanej mieszance. Porównano również zawartość witaminy A w ekstrudacie z odtłuszczonej mieszanki kukurydzy i mąki sojowej z jej pełnotłustym odpowiednikiem. W wariancie pierwszym udało się odzyskać 100% witaminy, natomiast w wariancie drugim niewiele mniej – prawie 90%. Ubytek ten może być spowodowany rozpuszczeniem witaminy A w tłuszczu bądź jej rozpadem z powodu częściowego autoutlenienia lipidów podczas wytłaczania, co uniemożliwiło jej detekcję [5, 7, 10].
Jest mało doniesień na temat zachowania się pozostałych witamin rozpuszczalnych w tłuszczach w trakcie procesu ekstruzji. Z badań nad tymi związkami organicznymi wynika, że zarówno witamina D, jak i witamina K są raczej stabilne podczas obróbki cieplnej i ich straty nie są duże. Witamina E, inaczej tokoferol, jest obecna w zarodkach oraz ziarnach zbóż, szpinaku, jajach, maśle czy soi. Zaobserwowano ok. 15% utratę tej witaminy w wyniku ekstruzji pełnotłustej mąki sojowej w czasie dłuższym niż 2 minuty. Podczas ekstruzji gryki zaobserwowano z kolei znaczny spadek zawartości witaminy E – aż o ok. 63%. Również w trakcie przetwarzania innych zbóż, za pomocą technologii HTST wykazano bardzo duży spadek zawartości tokoferoli i tokotrienoli, które są naturalnymi przeciwutleniaczami. Można więc wnioskować, że różne formy witaminy E inaczej reagują na obróbkę cieplną i charakteryzują się bardzo zróżnicowaną stabilnością [1, 6, 7, 22].
Witaminy rozpuszczalne w wodzie charakteryzują się z kolei bardzo zróżnicowaną stabilnością podczas obróbki cieplnej, ale najczęściej są wrażliwe na działanie podwyższonej temperatury oraz zmiany pH. Z racji tego, iż ich rozpuszczalnikiem jest woda, straty tych witamin w produktach w trakcie gotowania są znaczące. Ekstruzja to proces, do którego niezbędna jest niewielka ilość wody, co powoduje, że może stanowić idealną metodę obróbki materiałów bogatych w witaminy z grupy B [7].
W badaniach udowodniono, że nawilżenie ekstrudowanej mieszanki, obniżenie temperatury procesu oraz zmniejszenie czasu retencji to czynniki determinujące wzrost zawartości tiaminy (B1 ) w produkcie końcowym. Zauważono również, że ekstrudery z krótszą komorą dostarczają produktów o większej zawartości witamin z grupy B. Podczas wytłaczania mieszanki ryżu Acha z soją nastąpił spadek zawartości ryboflawiny (B2 ) o ok. 6%, witaminy B6 (pirydoksyny) aż o ok. 86%, a także spadek ilości niacyny (B3 ). Zakresy temperatur nie miały znaczącego wpływu na zmiany retencji wymienionych witamin. Podczas wytwarzania chleba chrupkiego zanotowano stratę tiaminy, ok. 15% ryboflawiny, ok. 20% niacyny i ok. 25% pirydoksyny. Najbardziej termolabilne okazały się tiamina i pirydoksyna, a ich poziom obniżał się wraz ze wzrostem temperatury [1, 4, 6, 7].
Witamina C charakteryzuje się jeszcze większą podatnością na straty w trakcie obróbki w wysokich temperaturach niż witaminy z grupy B, jednakże stwierdzono wyraźnie mniejszą utratę kwasu askorbinowego podczas procesu ekstruzji mieszanki kukurydzy, soi i orzeszków ziemnych niż podczas jej gotowania. Wysoka temperatura oraz niska wilgotność mieszanek wpływają negatywnie na zachowanie witaminy C w produkcie końcowym. Zbadano, iż stabilność witaminy C w sojowo-zbożowych ekstrudatach podczas ich przechowywania była znacznie wyższa niż w ich surowych odpowiednikach [1, 5, 6].
Podsumowując, retencja witamin w trakcie procesu ekstruzji zmniejsza się wraz ze wzrostem temperatury, prędkości obrotowej ślimaka, długością komory ekstrudera oraz zmniejszeniem wydajności. Trudne jest takie dobranie parametrów ekstruzji, aby sprzyjały jednocześnie zachowaniu witamin, wartości odżywczej pozostałych składników żywieniowych i otrzymaniu produktu o zamierzonym kształcie, teksturze i ekspansji. Dlatego zaleca się wzbogacanie mieszanek ekstruzyjnych w specyficzne związki witaminowe, charakteryzujące się większą stabilnością, albo aplikację witamin po przeprowadzonym procesie [15, 17].
PODSUMOWANIE:
Proces ekstruzji umożliwia otrzymanie niezwykle szerokiej gamy produktów, zróżnicowanych pod względem funkcjonalności, kształtu, przeznaczenia, smaku, dodatków, wartości odżywczej. Pozwala na produkcję nowej żywności bez konieczności projektowania nowych linii technologicznych, ponieważ bardzo łatwo można sterować warunkami procesu ekstruzji poprzez zmianę temperatury, czasu, szybkości obrotu ślimaka czy kształtu matrycy. Otrzymane produkty charakteryzują się bardzo niską wilgotnością, brakiem składników antyżywieniowych oraz drobnoustrojów, co wydłuża ich przydatność do spożycia oraz ułatwia przechowywanie. Ekstruzja pozwala na wzbogacenie żywności w pełnowartościowe białko, wielonienasycone kwasy tłuszczowe, błonnik czy witaminy, co w dzisiejszych czasach okazuje się bardzo korzystne, gdyż dominuje żywność wysoko przetworzona, a intensywny tryb życia nie sprzyja regularnemu spożywaniu pełnowartościowych posiłków.
Mgr inż. M. Meisel – Katedra Technologii Rolnej i Przechowalnictwa, Wydział
Biotechnologii i Nauk o Żywności, Uniwersytet Przyrodniczy we Wrocławiu;
e-mail: marta.meisel@upwr.edu.pl
LITERATURA:
[1] Alam M.S., J. Kaur, H. Khaira, K. Gupta. 2016. „Extrusion and Extruded Products: Changes in Quality
Attributes as Affected by Extrusion Process Parameters: A Review”. Critical Reviews in Food Science and
Nutrition 56 (3) : 445-473.
[2] Anantharaman K., P.A. Finot. 1993. „Nutritional aspects of food proteins in relation to technology”. Food
Reviews International 9 (4) : 629-655.
[3] Arêas J.A.G. 1992. „Extrusion of food proteins”. Critical Reviews in Food Science and Nutrition 32 (4) : 365-392.
[4] Athar N., A. Hardacre, G. Taylor, S. Clark, R. Harding, J. McLaughlin. 2006. „Vitamin retention in extruded
food products”. Journal of Food Composition and Analysis 19 : 379-383.
[5] Bjӧrckt I., N.-G. Asp. 1983. „The Effects of Extrusion Cooking on Nutritional Value – A Literature Review”.
Journal of Food Engineering 2 : 281-308.
[6] Brennan C., M. Brennan, E. Derbyshire, B. K. Tiwari. 2011. „Effects of extrusion on the polyphenols, vitamins and antioxidant activity of foods”. Trends in Food Science & Technology 22 : 570-575.
[7] Camire M.E., A. Camire, K. Krumhar. 1990. „Chemical and nutritional changes in foods during extrusion”.
Critical Reviews in Food Science and Nutrition 29 (1) : 35-57.
[8] De Pilli T., A. Derossi, R.A. Talja, K. Jouppila, C. Severini. 2011. „Study of starch-lipid complexes in model
system and real food produced using extrusion-cooking technology”. Innovative Food Science and
Emerging Technologies 12 : 610-616.
[9] Fellows P.J. 2009. Heat processing using steam or water. Extrusion. In: Food Processing Technology. Principles and practice, 456-475. Boca Raton: CRC Press.
[10] Flis K., W. Konaszewska. 1986. „Podstawy żywienia człowieka”. WSiP, Warszawa 1986.
[11] Frame N.D. 1994. „The Technology of Extrusion”. Springer Science+Business Media Dordrecht.
[12] Harper Judson M. 1981. „Extrusion of Foods Volume I”. CRC Press.
[13] Heldman D.R., R.W. Hartel. 1999. „Food extrusion. Principles of Food Processing”. Aspen Publishers.
[14] Ho C.-T., W.E. Riha. 1998. „Formation of Maillard Aromas During Extrusion Cooking”. The Maillard Reaction in Foods and Medicine : 187-192.
[15] Ilo S., R. Schoenlechner, E. Berghofe. 2000. „Role of lipids in the extrusion cooking processes ”. Grasas
y Aceites 51 : 1-2, 97-110.
[16] Jarosz M., J. Charzewska, B. Wajszczyk, Z. Chwojnowska. 2019. „Czy wiesz, ile potrzebujesz białka?” (red.
M. Jarosz). Warszawa: Instytut Żywności i Żywienia. https://ncez.pl/upload/broszura_bialko.pdf
[17] Kiileit U. 1994. „Vitamin retention in extrusion cooking”. Food Chemistry 49 : 149-155.
[18] Kozak M., Z. Lewandowska, A. Wójtowicz, P. Sobczak. 2014. „Ocena stabilności i energochłonności ekstruzji pelletów ziemniaczanych wzbogaconych dodatkiem otrąb zbożowych”. Inżynieria Przetwórstwa
Spożywczego 4/4 (12) : 27-31.
[19] Kręcisz M., A. Wójtowicz, A. Oniszczuk. 2015. „Produkcja ekstrudowanych odżywek dla dzieci”. Zeszyty
Problemowe Postępów Nauk Rolniczych 582 : 13-21.
[20] Kręcisz M., A. Wójtowicz. 2017. „Wybrane właściwości błyskawicznych kleików kukurydziano-żurawinowych
w zależności od parametrów procesu ekstruzji”. Zeszyty Problemowe Postępów Nauk Rolniczych 590 : 39-48.
[21] Makowska A., Ł. Baumann, W. Obuchowski, M. Gutsche. 2010. „Wpływ warunków ekstruzji na wybrane
cechy ekstrudatów pszenżytnich”. Aparatura Badawcza i Dydaktyczna 3 : 93-98.
[22] Michalska A., H. Zieliński. 2007. „Produkty reakcji Maillarda w żywności”. ŻYWNOŚĆ. Nauka. Technologia. Jakość 2 (51) : 5-16.
[23] Mitrus M., A. Wójtowicz. 2011. „Wybrane cechy jakościowe przekąsek ekstrudowanych z dodatkiem
skrobi modyfikowanych”. Acta Agrophysica 18 (2) : 335-345.
[24] Mlotkiewicz J. A. 2005. „The Role of the Maillard Reaction in the Food Industry”. The Maillard ReactioninFoods and Medicine : 19-27.
[25] Offiah V., V. Kontogiorgos, O.K. Falade. 2019. „Extrusion processing of raw food materials and by-products: A review”, Critical Reviews in Food Science and Nutrition 59 (18) : 2979-2998.
[26] Öztürk S., S. Mutlu. 2019, „Physicochemical Properties, Modifications, and Applications of Resistant
Starches”. Starches for Food Application : 297-332.
[27] Riaz N.M., E. W. Lusas, G. Mohy-un-Din. 1996. „Applications and advantages of extrusion technology in
food industry”. Pakistan Jurnal of Food Science 6 : 3-4.
[28] Rzedzicki Z., P. Zarzycki. 2005. „Wpływ procesu ekstruzji mieszanek kukurydziano-owsianych na zmiany
składu frakcyjnego błonnika pokarmowego”. ŻYWNOŚĆ. Nauka. Technologia. Jakość 4 (45) : 62-73.
[29] Rzedzicki Z., P. Zarzycki. 2007. „Wpływ ekstruzji dwuślimakowej mieszanek z udziałem razówki owsianej
na skład frakcyjny błonnika pokarmowego”. ŻYWNOŚĆ. Nauka. Technologia. Jakość 1 (50) : 84-93.
[30] Singh S., S. Gamlath, L. Wakeling. 2007. „Nutritional aspects of food extrusion: a review”. International
Journal of Food Science and Technology 42 : 916-929.
[31] Tamanna N., N. Mahmood. 2015. „Food Processing and Maillard Reaction Products: Effect on Human
Health and Nutrition”. International Journal of Food Science Volume Article ID 526762.
[32] Thachil M.T., M.K. Chouksey, V. Gudipati. 2014. „Amylose-lipid complex formation during extrusion
cooking: effect of added lipid type and amylose level on corn-based puffed snacks”. International Journal
of Food Science and Technology 49 : 309-316.
[33] Vadukapuram N., C. Hall, M. Tulbek, M. Niehau. 2014. „Physicochemical Properties of Flaxseed Fortified
Extruded Bean Snack”. International Journal of Food Science, 1-8.
[34] Wójtowicz A. 2018. „Ekstruzja – wybrane aspekty techniczne i technologiczne”. Zeszyty Problemowe
Postępów Nauk Rolniczych 595 : 131-144.
[35] Yaylayan V.A., J. Fichtali, F.R. van de Voort. 1992. „Production of Maillard reaction flavor precursors by
extrusion processing”. Food Research International 25 : 175-180.
[36] Zadernowski R., H. Nowak-Polakowska, T. Wicklund , L. Fornal. 1997. „Changes in oat lipids affected by
extrusion”. Nahrung 41 (4) : 224-227.


